





Aleación mecánica proceso con molinos de bolas
La producción tradicional de aleaciones implica, por lo general, la fusión de componentes a altas temperaturas para producir materiales como el acero inoxidable. Sin embargo, cuando solo se requieren pequeñas cantidades o la fusión no es factible para la aleación, entonces la aleación mecánica supone una alternativa viable. En este proceso se emplean molinos de bolas para soldar y fusionar partículas de polvo combinando el impacto y la deformación plástica.
A finales de la década de 1960 se siguió este método para producir aleaciones de hierro y níquel, que resisten las altas temperaturas y son adecuadas para aplicaciones aeroespaciales. La aleación mecánica es una técnica de procesamiento del polvo que consigue homogeneizar el material al repetir los procesos de soldadura en frío, fracturación y resoldadura de las partículas de polvo.
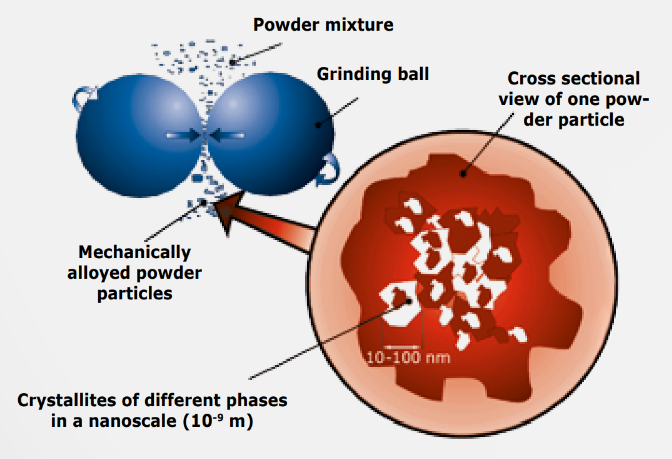
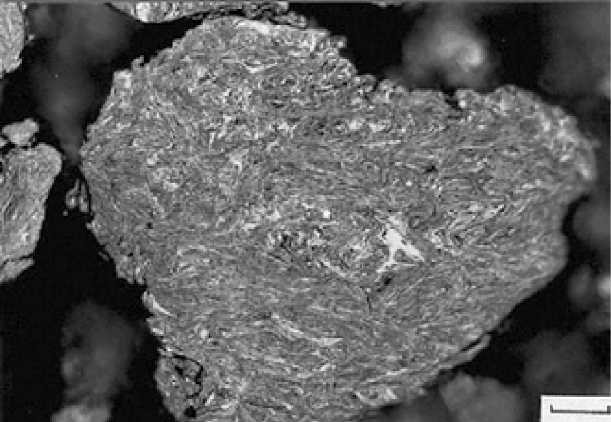
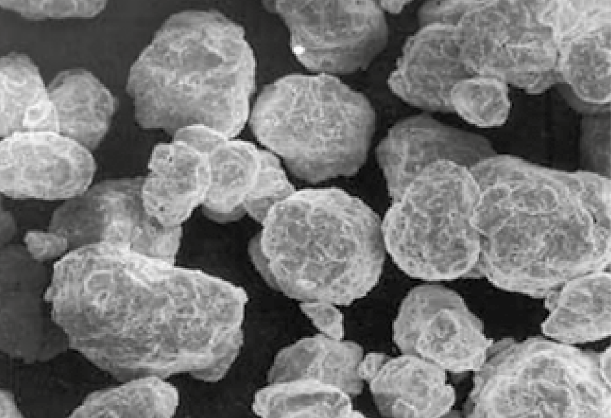
Al principio se generan partículas más grandes de este modo. El aumento de las estructuras defectuosas, como dislocaciones, huecos y tensiones en las redes cristalinas de las partículas individuales, conduce a una mayor tasa de difusión de los átomos. Esto resulta en una mayor fragilización previa que fomenta la formación de grietas y una posterior fractura de la partícula. La difusión se ve favorecida por un aumento de la temperatura generado por el calor de la fricción en el recipiente de molienda. El proceso de fusión y plegado continúa hasta conseguir la homogeneización completa al cabo de unos minutos o de varias horas. En las partículas de polvo se forman diminutas secciones cristalinas de componentes iniciales adyacentes, denominados "nanocristalitos".
El aporte de energía necesario durante la aleación mecánica lo proporcionan los molinos de bolas de alta energía y los molinos planetarios de bolas a través de las colisiones por impacto. Las bolas de molienda hacen que las partículas finas pasen por una deformación plástica, lo que fusiona los materiales. Con esta técnica se producen aleaciones cuando los métodos tradicionales de fusión de metales resultan ineficaces. También permite ajustar la relación de mezcla de los componentes y moler previamente las muestras para reducir el tamaño de las partículas.
Tipos de molinos de bolas para la aleación mecánica
Molino de bolas de alta energía Emax
El molino de bolas de alta energía Emax está diseñado para realizar una molienda a gran potencia, con una velocidad de 2000 min-1, en combinación con un diseño único en su recipiente de molienda que genera una fuerza de trituración considerable. Se puede conseguir un enorme aporte de energía de hasta 76 g.
El Emax funciona con un mecanismo doble de alto impacto y fricción intensa, lo que resulta en un gran aporte de energía indicado para una molienda rápida en el rango nanométrico y para la aleación mecánica. Este efecto se consigue gracias a la forma ovalada de los recipientes de molienda y a su movimiento, que dibuja una trayectoria circular sin alterar la orientación, mejorando así la mezcla de partículas y logrando un grado de trituración más fino y una distribución granulométrica más uniforme.
El Emax está equipado con un sistema especial de refrigeración líquida que disipa de manera eficiente el exceso de energía térmica, lo que garantiza que la muestra no se sobrecaliente incluso en ciclos de molienda prolongados. Los recipientes de molienda están refrigerados internamente con agua para favorecer una molienda continua sin interrupciones en la mayoría de los casos. Se puede conectar un refrigerador externo al sistema de refrigeración interno del Emax para una mayor reducción de la temperatura. Además, el modo de control de la temperatura permite a los usuarios establecer temperaturas mínimas y máximas, continuando con la molienda hasta llegar a la temperatura máxima tras una pausa para refrigeración cuando se alcanza la temperatura mínima. Así se garantiza que las pausas de molienda se programen de manera óptima, sin la necesidad de funcionar en modo prueba y error para determinar la duración correcta. En conjunto, el Emax es ideal para la aleación mecánica.
Molinos planetarios de bolas
Los molinos planetarios de bolas se han utilizado muchas veces en la aleación mecánica. En un molino planetario de bolas, cada recipiente de molienda representa un "planeta". Este planeta está situado sobre una plataforma circular conocida como "rueda central". A medida que la rueda central gira, el recipiente de molienda gira alrededor de su propio eje, pero en sentido contrario. Este movimiento activa la fuerza centrífuga y la fuerza de Coriolis, que provocan una fuerte aceleración de las bolas de molienda. El resultado es una gran energía de trituración, necesaria para obtener partículas ultrafinas.
La intensa aceleración de las bolas de molienda de una pared del recipiente a la otra crea un potente efecto de impacto sobre la muestra y genera otros efectos de trituración debido a la fricción. Normalmente, la relación de velocidad entre la rueda central y el recipiente de molienda es de 1:-2, lo que significa que el recipiente hace dos rotaciones por cada revolución de la rueda principal. Esta relación es estándar en la mayoría de los molinos planetarios de bolas. Para aplicaciones de aleación mecánica, los molinos planetarios de bolas con un mayor aporte de energía y una relación de velocidad de 1:-2,5 o incluso de 1:-3 son particularmente efectivos.
A diferencia del Emax, estos molinos pueden albergar recipientes de molienda más grandes de hasta 500 ml. El molino planetario de bolas PM 300, con su gran rueda central y una velocidad máxima de 800 rpm, ofrece un aporte de energía muy alto resultando en fuerzas g de hasta 64,4 g. Con dos puestos de molienda, el molino puede usar de manera simultánea hasta cuatro recipientes de molienda de entre 12 y 80 ml destinados a ensayos. También se dispone de recipientes más grandes de hasta 500 ml para procesos de ampliación en la misma máquina. Especialmente en el PM 300, esta característica ofrece las mejores prestaciones en los procesos de aleación mecánica.

Ejemplo de materiales termoeléctricos mediante la aleación mecánica
El silicio y el germanio son materiales semiconductores básicos que han revolucionado el desarrollo de los dispositivos electrónicos, incluidas las células fotovoltaicas y los transistores. Al variar las proporciones de Si y Ge se pueden modificar las propiedades de estas aleaciones, lo que afecta al tamaño atómico, las diferencias de masa y las bandas prohibidas.
Las aleaciones termoeléctricas compuestas de Si y Ge se utilizan en los termogeneradores radioisotópicos de las misiones espaciales para alimentar las sondas y los instrumentos espaciales. En el caso de aplicaciones comerciales termoeléctricas, los materiales con telururo de bismuto (Bi2Te3) son fundamentales dada su gran eficacia de conversión. Las celdas Peltier de telururo de bismuto se emplean en sistemas de refrigeración. Antes se utilizaban molinos planetarios de bolas en la aleación mecánica de Si y Ge, pero presentaban varios problemas. El nuevo molino de bolas de alta energía Emax resuelve estos problemas al evitar que el material se pegue a altas velocidades, así no se requieren pausas prolongadas y se reduce el tiempo total del procesamiento. La tecnología del Emax facilita un procesamiento eficiente y más rápido.
Se mezclaron 3,63 g de Si y 2,36 g de Ge en un recipiente de molienda de carburo de tungsteno de 50 ml, utilizando ocho bolas de molienda de 10 mm, con una relación muestra-bola de 1:10. Inicialmente, el Si y el Ge tenían un tamaño de partícula de 1-25 mm y de 4 mm respectivamente. Tras una molienda de 20 minutos a 2000 rpm, ambos se pulverizaron sin apelmazarse. La aleación mecánica se llevó a cabo durante nueve horas a 1200 rpm, en intervalos de molienda de una hora seguidos de pausas de un minuto para invertir la rotación y evitar que se apelmazaran. El material de partida se midió con la difracción por rayos X (DRX), mostrando los patrones de líneas distintivos del Si y del Ge, que se desaparecieron con el tiempo. Durante todo el proceso, los componentes de la aleación permanecieron en forma de polvo y la temperatura del Emax se mantuvo por debajo de los 30 °C. Al cabo de nueve horas, el polvo todavía era cristalino con presencia escasa o nula de material amorfo.
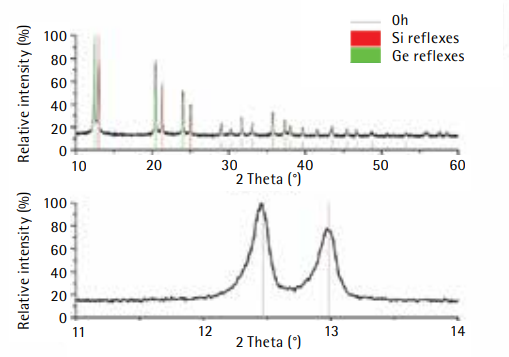
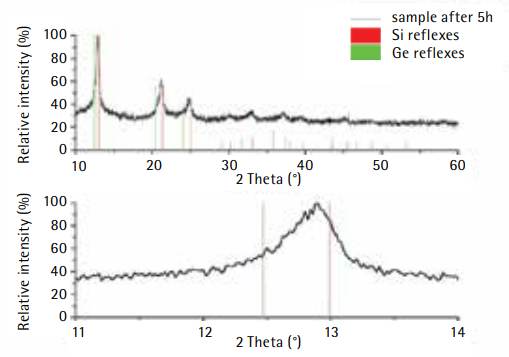
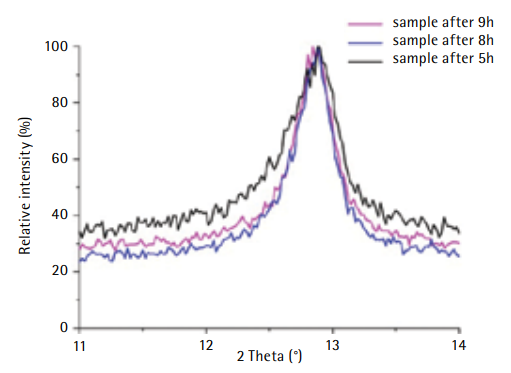
Resultados presentados por Amalia Wagner. Instituto de Química Inorgánica y Analítica, Universidad Albert Ludwigs[1]
Influencia de la relación polvo-bola en los resultados obtenidos con la aleación mecánica
En la aleación mecánica, el método para el llenado de bolas se aleja de la norma convencional de un tercio (1/3 de bolas, 1/3 de muestra, 1/3 de espacio vacío), debido a la necesidad habitual de una alta aceleración y la escasez ocasional del material de muestra (eductos). Entonces, el método se enfoca en la aplicación de una relación de masa específica, que requiere tener en cuenta la cantidad de reactivo y una decisión clara sobre la relación de masa a utilizar. Además, debe determinarse el tamaño de las bolas para calcular la cantidad necesaria basándose en el peso específico de las bolas, que varía en función del tamaño y del material. Una vez determinado el número de bolas, ya queda claro cuál será el tamaño del recipiente de molienda. Dado que la cantidad de muestra en los recipientes suele ser muy pequeña, existe un mayor riesgo de dañar las bolas y los recipientes que si se siguiera la norma tradicional de un tercio.
Para la aleación mecánica se suele aplicar una relación de masa (p/p) de 1:10, pero también es posible de 1:5 o de 1:15. Esto significa que cuando se utilizan eductos de 15 g, se requieren bolas de 150 g. Como es requiere un alto impacto, las bolas de >10 mm son muy habituales en la aleación mecánica. 150 g = 20 bolas de carburo de tungsteno de 10 mm de 7,75 g cada una. Para 20 bolas de 10 mm se necesita un recipiente con un volumen mínimo de 50 ml, mejor incluso con uno de 80 ml (consulte los volúmenes de recipiente recomendados en las páginas de productos de los molinos planetarios de bolas).
| Recipiente Volumen nominal |
Cantidad de muestra |
Granulometría inicial máx. | Ø 5 mm* | Ø 7 mm* | Ø 10 mm* | Ø 15 mm* | Ø 20 mm* | Ø 30 mm* |
|---|---|---|---|---|---|---|---|---|
| 12 ml | hasta ≤ 5 ml | < 1 mm | 50 | 15 | 5 | - | - | - |
| 25 ml | hasta ≤ 10 ml | < 1 mm | 95 – 100 | 25 – 30 | 10 | - | - | - |
| 50 ml | 5 – 20 ml | < 3 mm | 200 | 50 – 70 | 20 | 7 | 3 – 4 | - |
| 80 ml | 10 – 35 ml | < 4 mm | 250 – 330 | 70 – 120 | 30 – 40 | 12 | 5 | - |
| 125 ml | 15 – 50 ml | < 4 mm | 500 | 110 – 180 | 50 – 60 | 18 | 7 | - |
| 250 ml | 25 – 120 ml | < 6 mm | 1100 – 1200 | 220 – 350 | 100 – 120 | 35 – 45 | 15 | 5 |
| 500 ml | 75 – 220 ml | < 10 mm | 2000 | 440 – 700 | 200 – 230 | 70 | 25 | 8 |
*Números recomendados de bolas
En la tabla se muestran las cargas recomendadas (en piezas) de bolas de molienda de diferentes tamaños en relación con el volumen del recipiente de molienda, la cantidad de la muestra y la granulometría de entrada máxima.
Si la relación bola-polvo es demasiado alta, las bolas ya no pueden moverse de manera eficiente, lo que reduce la eficacia del proceso de aleación. Para determinar la efectividad de las diferentes relaciones entre el polvo y las bolas de molienda, se llevó a cabo un experimento con un recipiente de molienda de acero de 50 ml y diez bolas de molienda de acero de 10 mm. Para una relación de 1:10 se utilizaron 2,09 g de bismuto y 1,91 g de telurio, mientras que una relación de 1:5 tenía 4,18 g de Bi y 3,83 g de Te. Los materiales se procesaron durante 70 minutos a 800 rpm, en ciclos de 10 minutos de molienda seguidos de una pausa de un minuto para la inversión automática de la dirección de giro programada. El análisis de DRX se realizó una hora después de la aleación mecánica. Reveló un cambio en los reflejos de Bi y de Te hacia Bi2Te3, lo que indica la que se ha formado la aleación. La relación de 1:10 mostró una formación ligeramente más rápida de Bi2Te3. La muestra con una relación de 1:5 presentó un reflejo de telurio de mayor intensidad, lo que sugiere una mayor cantidad de telurio residual en comparación con la muestra de 1:10. Se continuó con el proceso de aleación otras tres horas a 1200 rpm sin que se apelmazaran los materiales. La aleación mecánica previa de Bi2Te3 en un molino mezclador tardó 6,5 horas a 1200 rpm. Sin embargo, con el molino de bolas de alta energía Emax, el proceso finalizó en un período de dos a tres horas.
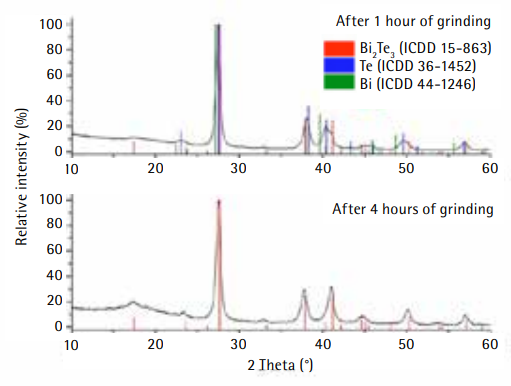
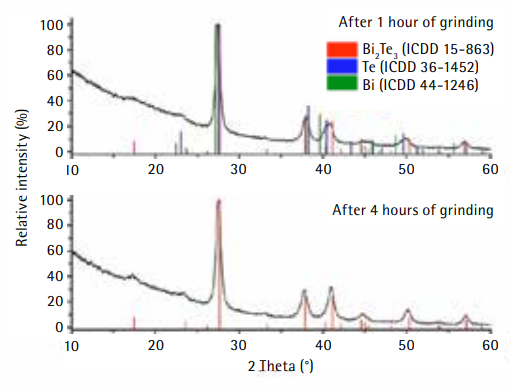
Difractograma de polvo al cabo de una hora de aleación mecánica del Bi y del Te en el Emax, relación polvo-bola de 1:10 (izquierda), relación polvo-bola de 1:5 (derecha).
Resultados presentados por Uwe Pelz, Instituto de Química Inorgánica y Analítica, Universidad Albert Ludwigs[1]
Influencia del material de la herramienta de molienda mecánica y la velocidad de la máquina
La influencia de los materiales usados en los recipientes y las bolas de molienda es considerable en lo que respecta a la eficacia de la aleación. Dos factores clave son el aporte de energía, que se relaciona directamente con la densidad del material, y la resistencia a la abrasión del material. La velocidad del molino también afecta al aporte de energía, que aumenta con la densidad del material y la velocidad del molino. Los materiales de alta densidad como el carburo de tungsteno dan como resultado una mayor aceleración de las bolas de molienda a una velocidad determinada, lo que genera un mayor impacto energético en la muestra y una acción de trituración más efectiva. Sin embargo, en el caso de los materiales dúctiles, un exceso de energía puede entorpecer el correcto proceso de aleación, haciendo que la muestra forme una capa que se adhiere al recipiente y encapsula las bolas de molienda, lo que altera la formación de nanocristalitos y complica la recuperación de la muestra. La alta resistencia a la abrasión del carburo de tungsteno supone una ventaja para minimizar el desgaste.
Molienda en atmósfera controlada con un diseño avanzado de la cubeta de molienda
Los recipientes de molienda EasyFit están diseñados para funcionar en condiciones exigentes, como es el caso de los ensayos de larga duración a velocidades de hasta 800 rpm, con cargas mecánicas elevadas y en procesos de aleación mecánica. Son compatibles con todos los molinos planetarios de bolas de RETSCH. La serie EasyFit incorpora la función antigiro Advanced Anti-Twist (AAT) en la parte inferior de los recipientes de 50 a 500 ml, lo que garantiza una fijación segura y un menor desgaste incluso a altas velocidades. La gama de recipientes de molienda tiene tres categorías de diámetro: 12-25 ml, 50-125 ml y 250-500 ml, con tapas intercambiables entre categorías. La atmósfera también influye en la eficacia del proceso de aleación mecánica; más concretamente, el oxígeno puede favorecer la formación de óxidos metálicos, de manera que el metal es menos propenso a la formación de los cristales mixtos deseados[2]. Las tapas con válvula especial facilitan las operaciones en la atmósfera inerte, lo que permite la introducción de gases como el argón o el nitrógeno. El sistema opcional GrindControl del PM mide la presión y la temperatura. Tanto las tapas con válvula especial como el GrindControl pueden personalizarse con diferentes insertos, convirtiéndolas en un componente versátil para recipientes de diversos materiales. Los recipientes del Emax también cuentan con estas prestaciones.
Las tapas de aireación facilitan las operaciones en atmósfera inerte, permitiendo la introducción de gases como el argón o el nitrógeno. Se pueden personalizar con diferentes insertos, lo que las hace versátiles para diversos materiales de frasco. Los frascos Emax también son compatibles con estas características.

Sistema de medición GrindControl GrindControl muestra lo que sucede dentro del recipiente de molienda, en tiempo real.
GrindControl proporciona visibilidad en tiempo real de los procesos que tienen lugar dentro del recipiente de molienda. La presión y la temperatura se controlan continuamente, lo que garantiza un control seguro y preciso, incluso con materiales sensibles o reactivos. Responda con prontitud a los picos de presión inesperados y vigile de cerca en todo momento las muestras sensibles a la temperatura e incluso las reacciones mecanoquímicas.
GrindControl de un vistazo
- Datos en tiempo real sobre presión y temperatura.
- Detección temprana de afecciones críticas
- Control preciso del proceso
- Protección de materiales sensibles
- Resultados reproducibles

Síntesis de nuevos materiales para baterías
La síntesis mecanoquímica se ha hecho especialmente popular en el campo de la tecnología de baterías, donde se utiliza para producir electrolitos, separadores o compuestos multifásicos innovadores de gran pureza o para optimizar su microestructura. Por ejemplo, se pueden sintetizar nuevos tipos de electrolitos sólidos mediante un proceso sin disolventes o para mejorar su rendimiento y estabilidad. Otra aplicación son las reacciones de reciclaje respetuosas con el medio ambiente, como la reducción mecanoquímica de material catódico para baterías de iones de litio. Para la síntesis mecánica son adecuados todos los tipos de molinos de bolas. Por lo general, se trata de productos químicos sensibles al aire y de elevado coste, por lo que resulta ventajoso el procesamiento por lotes en recipientes de pequeño volumen, como los disponibles para los molinos mezcladores RETSCH.


- Para cantidades de muestra de hasta 6 x 20 ml
- Granulometría final*: 0,1 µm
- Disrupción celular mediante el método bead beating
- Trituración por impacto y fricción

Industrias Mecanoquímica
Nuestras soluciones para su aplicación
Póngase en contacto para obtener una consulta gratuita
Los productos y servicios de RETSCH están disponibles a través de una red global de empresas filiales y distribuidores competentes. Nuestro personal estará encantado de ayudarle con cualquier consulta.
Preguntas frecuentes sobre la aleación mecánica con molinos de bolas
¿Qué molinos mezcladores son los más indicados para la aleación mecánica?
Los molinos mezcladores utilizados para la aleación mecánica también se han descrito en diversos estudios. De nuevo, los molinos mezcladores de alta velocidad (hasta 35 Hz) y alto aporte de energía, como el MM 500 vario o el MM 500 nano, presentan muchas ventajas. Como el control de la temperatura también es importante en los procesos de aleación mecánica, el CryoMill y el MM 500 control son buenas opciones.
¿Por qué suelen utilizarse molinos planetarios de bolas en la aleación mecánica?
Estos molinos son muy versátiles en términos de tamaño de recipientes (12-500 ml), número de recipientes que pueden usarse al mismo tiempo (hasta ocho) y el material de los mismos. La cantidad y el tamaño de las bolas de molienda ofrecen la opción de realizar ensayos en distintas condiciones en los procesos de aleación mecánica. Finalmente, las tapas con válvula especial permiten la molienda en atmósferas inertes.
¿Qué supone el Emax y sus ventajas en la aleación mecánica?
El Emax tiene un gran aporte de energía de hasta 76 g, algo más que positivo para la aleación mecánica. Además, los recipientes se pueden enfriar y eso permite controlar mejor el proceso de aleación mecánica. Se dispone de tapas con válvula especial y recipientes de diferentes materiales y tamaños hasta 125 ml.