





Mechanisches Legieren mit Kugelmühlen
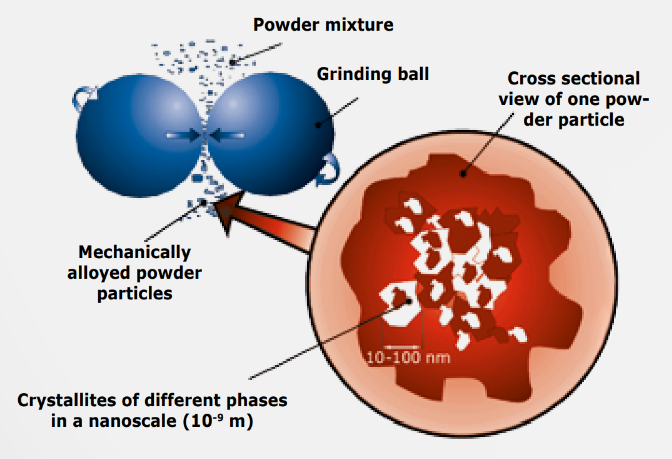
Auf diese Weise werden zunächst größere Teilchen erzeugt. Vermehrte Defektstrukturen wie Versetzungen, Lücken und Spannungen in den Kristallgittern der einzelnen Teilchen führen zu einer erhöhten Diffusionsrate ihrer Atome. Dies führt zu einer verstärkten Versprödung, die die Bildung von Rissen und einen anschließenden Bruch des Teilchens fördert. Die Diffusion wird durch einen Temperaturanstieg unterstützt, der durch die Reibungswärme im Mahlbecher entsteht. Der Prozess der Verschmelzung und Faltung setzt sich fort, bis nach einigen Minuten oder mehreren Stunden eine vollständige Homogenisierung erreicht ist. In den Pulverpartikeln bilden sich winzige kristalline Abschnitte benachbarter Ausgangskomponenten, die als "Nanokristallite" bezeichnet werden.
Der notwendige Energieeintrag beim mechanischen Legieren erfolgt bei Hochleistung-Kugelmühlen und Planetenkugelmühlen durch stoßartige Kollisionen. Die Mahlkugeln bewirken, dass die feinen Partikel plastisch verformt werden, was zur Verschmelzung der Werkstoffe führt. Diese Technik ermöglicht die Herstellung von Legierungen, wenn herkömmliche Metallschmelzverfahren unwirksam sind. Außerdem kann das Mischungsverhältnis der Komponenten angepasst werden. Sie ermöglichen auch das Vormahlen der Proben, um die Partikelgröße zu verringern.
Mühlen für das mechanische Legieren
Hochleistungs-Kugelmühle Emax
Die Hochleistungskugelmühle Emax wurde für die Hochenergievermahlung entwickelt. Sie verfügt über eine Drehzahl von 2.000 min-1 in Kombination mit einem einzigartigen Mahlbecherdesign, das eine erhebliche Zerkleinerungsenergie erzeugt. Ein enormer Energieeintrag von bis zu 76 g ist erreichbar.
Die Emax arbeitet mit einem doppelten Mechanismus aus hoher Schlagkraft und intensiver Reibung, was zu einem hohen Energieeintrag führt, der für die schnelle Zerkleinerung bis in den Nanometerbereich und für das mechanische Legieren geeignet ist. Dieser Effekt wird durch die ovale Form und die Bewegung der Mahlbecher erreicht, die einer kreisförmigen Bahn folgen, ohne ihre Ausrichtung zu ändern, wodurch die Vermischung der Partikel verbessert und eine feinere Mahlung sowie eine gleichmäßigere Partikelgrößenverteilung erzielt wird.
Das Emax ist mit einem speziellen Flüssigkeitskühlsystem ausgestattet, das überschüssige Wärmeenergie effizient ableitet und dafür sorgt, dass die Probe auch bei längeren Mahlzeiten nicht überhitzt. Die Mahlbecher sind intern wassergekühlt, was in den meisten Fällen eine kontinuierliche Mahlung ohne Unterbrechungen ermöglicht. Zur weiteren Temperatursenkung kann ein externer Kühler an das interne Kühlsystem des Emax angeschlossen werden. Darüber hinaus ermöglicht der Temperaturkontrollmodus die Einstellung von Mindest- und Höchsttemperaturen, wobei das Schleifen fortgesetzt wird, bis die Höchsttemperatur erreicht ist, gefolgt von einer Kühlpause, bis die Mindesttemperatur erreicht ist. So wird sichergestellt, dass die Schleifpausen optimal getaktet sind und die richtige Dauer nicht durch Ausprobieren ermittelt werden muss. Alles in allem ist der Emax ideal für das mechanische Legieren.
Planeten-Kugelmühlen
Planeten-Kugelmühlen wurden schon oft für das mechanische Legieren eingesetzt. In einer Planetenkugelmühle fungiert jedes Gefäß als "Planet", der um eine als "Sonnenrad" bezeichnete Plattform kreist. Während sich das Sonnenrad dreht, rotiert auch das Gefäß um seine eigene Achse, allerdings in umgekehrter Richtung. Diese Bewegung aktiviert die Zentrifugal- und Corioliskräfte, wodurch die Mahlkugeln schnell beschleunigt werden. Das Ergebnis ist eine erhebliche Zerkleinerungsenergie, die extrem feine Partikel erzeugt.
Die starke Beschleunigung der Mahlkugeln von einer Seite des Bechers zur anderen erzeugt einen starken Aufprall auf die Probe, was zu einer weiteren Zerkleinerung durch Reibung führt. Das Geschwindigkeitsverhältnis zwischen Sonnenrad und Mahlbecher beträgt in der Regel 1:2, d. h. der Becher macht zwei Umdrehungen pro Umdrehung des Sonnenrads. Dieses Verhältnis ist bei den meisten Planetenkugelmühlen Standard. Für mechanische Legierungsanwendungen sind Planetenkugelmühlen mit einem höheren Energieeintrag und einem Drehzahlverhältnis von 1:-2,5 oder sogar 1:-3 besonders effektiv.
Im Gegensatz zur Emax können diese Mühlen größere Mahlgefäße bis zu 500 ml aufnehmen. Die Planeten-Kugelmühle PM 300 liefert mit ihrem großen Sonnenrad und einer maximalen Drehzahl von 800 U/min einen sehr hohen Energieeintrag, der zu g-Kräften von bis zu 64,4 g führt. Mit zwei Mahlstationen kann die Mühle gleichzeitig bis zu vier Mahlbecher von 12-80 ml für Versuche verwenden. Für Upscaling-Prozesse in der gleichen Maschine sind auch größere Becher bis zu 500 ml verfügbar. Damit bietet insbesondere die PM 300 beste Voraussetzungen für mechanische Legierungsprozesse.

Beispiel für thermoelektrische Materialien durch mechanisches Legieren
Silizium und Germanium sind grundlegende Halbleitermaterialien, die die Entwicklung elektronischer Geräte, einschließlich photovoltaischer Zellen und Transistoren, revolutioniert haben. Durch Variation der Anteile von Si und Ge können die Eigenschaften dieser Legierungen verändert werden, was sich auf die atomare Größe, die Massenunterschiede und die Bandlücken auswirkt.
Thermoelektrische Legierungen aus Si und Ge werden bei Weltraummissionen in radioisotopischen Thermogeneratoren zur Versorgung von Raumsonden und Instrumenten eingesetzt. Für kommerzielle thermoelektrische Anwendungen sind Materialien auf der Basis von Bismuttellurid (Bi2Te3) aufgrund ihrer überlegenen Umwandlungseffizienz von größter Bedeutung. Bismuttellurid-Peltierelemente werden in Kühlsystemen eingesetzt. Bisher wurden für das mechanische Legieren von Si und Ge Planetenkugelmühlen eingesetzt, die jedoch mit einigen Problemen zu kämpfen hatten. Die neue Hochleistungskugelmühle Emax löst diese Probleme, indem sie das Anbacken des Materials bei hohen Drehzahlen verhindert, wodurch lange Pausen entfallen und die Gesamtbearbeitungszeit verkürzt wird. Die Technologie der Emax ermöglicht eine effiziente und schnellere Verarbeitung.
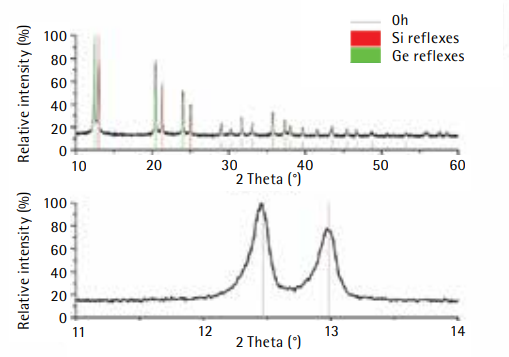
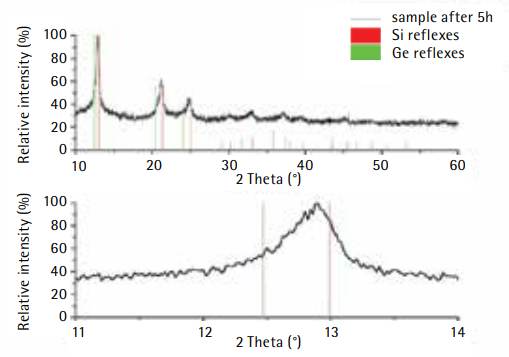
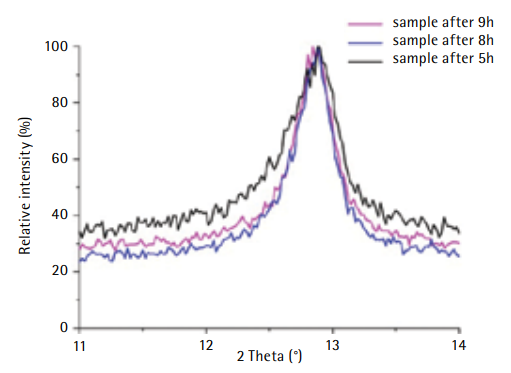
3,63 g Si und 2,36 g Ge wurden in einem 50-ml-Mahlbecher aus Wolframkarbid mit acht 10-mm-Mahlkugeln in einem Verhältnis von 1:10 gemischt. Zu Beginn hatten Si und Ge eine Partikelgröße von 1-25 mm bzw. 4 mm. Nach einer 20-minütigen Mahlung bei 2.000 U/min wurden beide ohne Anbackungen pulverisiert. Das mechanische Legieren dauerte neun Stunden bei 1.200 Umdrehungen pro Minute, mit einstündigen Schleifintervallen, gefolgt von einminütigen Pausen zur Rotationsumkehr, um Anbackungen zu vermeiden. Bei der Röntgenbeugung (XRD) wurde das Ausgangsmaterial gemessen. Dabei zeigten sich deutliche Linienmuster von Si und Ge, die mit der Zeit verblassten. Während des gesamten Prozesses blieben die Legierungsbestandteile pulverförmig, und die Emax-Temperatur blieb unter 30 °C. Nach neun Stunden waren die Pulver immer noch kristallin und enthielten wenig bis kein amorphes Material.
Die Ergebnisse wurden von Amalia Wagner vorgestellt. Institut für Anorganische und Analytische Chemie, Albert-Ludwigs-Universität[1]
Influence on the powder-to-ball ratio on the results obtained by mechanical alloying
Beim mechanischen Legieren weicht die Vorgehensweise bei der Kugelbefüllung von der herkömmlichen Drittel-Regel (1/3 Kugeln, 1/3 Probe, 1/3 Leerraum) ab, da häufig hohe Beschleunigungen erforderlich sind und gelegentlich nur wenig Probenmaterial (Edukte) vorhanden ist. Der Schwerpunkt verlagert sich auf die Verwendung eines bestimmten Massenverhältnisses, was die Berücksichtigung der Reaktantenmenge und eine klare Entscheidung über das zu verwendende Massenverhältnis erfordert. Darüber hinaus muss die Größe der Kugeln bestimmt werden, um die erforderliche Menge an Kugeln anhand ihres spezifischen Gewichts zu berechnen, das je nach Größe und Material variiert. Ist die Anzahl der Kugeln ermittelt, ergibt sich die erforderliche Mahlbechergröße. Da die Probenmenge in den Bechern in der Regel sehr klein ist, besteht ein höheres Risiko, sowohl die Kugeln als auch die Becher zu beschädigen, als bei der Einhaltung der traditionellen Drittel-Regel.
Ein Massenverhältnis (w/w) von 1:10 ist beim mechanischen Legieren üblich, aber auch 1:5 oder 1:15 sind möglich. Das bedeutet, dass bei Verwendung von 15 g Edukten 150 g Kugeln benötigt werden. Da eine hohe Schlagzähigkeit erforderlich ist, sind Kugeln >10 mm für das mechanische Legieren sehr üblich. 150 g = 20 x 10 mm Wolframkarbidkugeln von je 7,75 g. Für 20 x 10 mm große Kugeln ist ein minimales Gefäßvolumen von 50 ml, besser noch 80 ml erforderlich (siehe empfohlene Gefäßfüllungen auf den Produktseiten der Planetenkugelmühlen).
| Mahlbecher Nennvolumen |
Probenmenge | Max. Aufgabegröße | Ø 5 mm* | Ø 7 mm* | Ø 10 mm* | Ø 15 mm* | Ø 20 mm* | Ø 30 mm* |
|---|---|---|---|---|---|---|---|---|
| 12 ml | bis zu ≤ 5 ml | < 1 mm | 50 | 15 | 5 | - | - | - |
| 25 ml | bis zu ≤ 10 ml | < 1 mm | 95 – 100 | 25 – 30 | 10 | - | - | - |
| 50 ml | 5 – 20 ml | < 3 mm | 200 | 50 – 70 | 20 | 7 | 3 – 4 | - |
| 80 ml | 10 – 35 ml | < 4 mm | 250 – 330 | 70 – 120 | 30 – 40 | 12 | 5 | - |
| 125 ml | 15 – 50 ml | < 4 mm | 500 | 110 – 180 | 50 – 60 | 18 | 7 | - |
| 250 ml | 25 – 120 ml | < 6 mm | 1100 – 1200 | 220 – 350 | 100 – 120 | 35 – 45 | 15 | 5 |
| 500 ml | 75 – 220 ml | < 10 mm | 2000 | 440 – 700 | 200 – 230 | 70 | 25 | 8 |
*Empfohlene Kugelfüllungen (in Stück)
Die Tabelle zeigt die empfohlenen Chargen (in Stück) von Mahlkugeln unterschiedlicher Größe im Verhältnis zum Volumen des Mahlbechers, der Probenmenge und der maximalen Aufgabegröße.
Wenn das Verhältnis von Kugeln zu Pulver zu hoch ist, können sich die Kugeln nicht mehr effizient bewegen, was die Effizienz des Legierungsprozesses verringert. Um die Wirksamkeit verschiedener Pulver-Mahlkugel-Verhältnisse zu ermitteln, wurde ein Experiment mit einem 50-ml-Stahlmahlbecher und zehn 10-mm-Stahlmahlkugeln durchgeführt. Für ein Verhältnis von 1:10 wurden 2,09 g Wismut und 1,91 g Tellur verwendet, während für ein Verhältnis von 1:5 4,18 g Bi und 3,83 g Te verwendet wurden. Die Materialien wurden 70 Minuten lang bei 800 Umdrehungen pro Minute bearbeitet, mit Zyklen von 10 Minuten Mahlen, gefolgt von einer einminütigen Pause für die programmierte Richtungsumkehr. Die XRD-Analyse wurde nach der ersten Stunde des mechanischen Legierens durchgeführt. Sie zeigte eine Verschiebung der Reflexe von Bi und Te in Richtung Bi2Te3, was auf die Bildung der Legierung hinweist. Das Verhältnis 1:10 zeigte eine etwas schnellere Bildung von Bi2Te3. Die Probe mit einem Verhältnis von 1:5 wies eine höhere Intensität des Tellurreflexes auf, was auf mehr Resttellur im Vergleich zur 1:10-Probe hindeutet. Der Legierungsprozess dauerte weitere drei Stunden bei 1.200 U/min, ohne dass es zu Anbackungen kam. Das bisherige mechanische Legieren von Bi2Te3 in einer Mischmühle dauerte 6,5 Stunden bei 1.200 U/min. Mit der Hochleistungs-Kugelmühle Emax konnte der Prozess jedoch in nur zwei bis drei Stunden abgeschlossen werden.
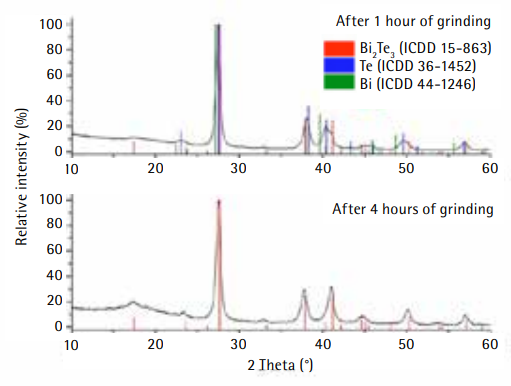
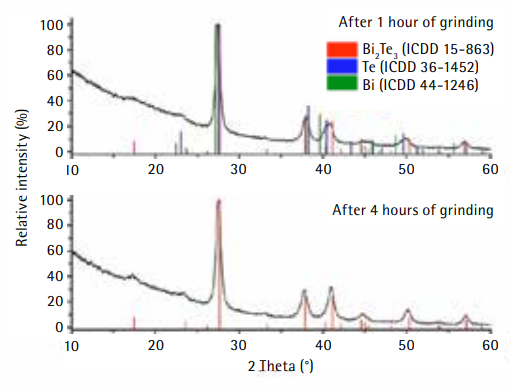
Pulverdiffraktogramm nach einstündiger mechanischer Legierung von Bi und Te im Emax, Verhältnis Pulver zu Kugel 1:10 (links), Verhältnis Pulver zu Kugel 1:5 (rechts).
Ergebnisse vorgestellt von Uwe Pelz, Institut für Anorganische und Analytische Chemie, Albert-Ludwigs-Universität[1]
Einfluss des Werkstoffs des Schleifwerkzeugs und der Drehzahl der Maschine
Der Einfluss der für Becher und Mahlkugeln verwendeten Werkstoffe ist für die Effizienz des Legierens von Bedeutung. Zwei Schlüsselfaktoren sind der Energieeintrag, der mit der Dichte des Materials korreliert, und die Abriebfestigkeit des Materials. Auch die Drehzahl der Mühle wirkt sich auf den Energieeintrag aus, der mit der Dichte des Materials und der Drehzahl der Mühle zunimmt. Materialien mit hoher Dichte wie Wolframkarbid führen zu einer größeren Beschleunigung der Mahlkugeln bei einer bestimmten Drehzahl, was zu einem höheren Energieeintrag in die Probe und einer effektiveren Zerkleinerung führt. Bei duktilen Materialien kann übermäßige Energie jedoch wirksame Legierungsprozesse behindern und dazu führen, dass die Probe eine Schicht bildet, die am Becher haftet und die Mahlkugeln einkapselt, was die Bildung von Nanokristalliten stört und die Probengewinnung erschwert. Die hohe Abriebfestigkeit von Wolframkarbid ist von Vorteil, um den Verschleiß zu minimieren.
Arbeiten unter kontrollierter Atmosphäre mit durchdachtem Mahlbecherdesign
Die EasyFit-Mahlbecher sind für anspruchsvolle Bedingungen wie Langzeitversuche mit Drehzahlen bis zu 800 U/min, hohe mechanische Belastungen und mechanisches Legieren ausgelegt. Sie sind mit allen RETSCH Planetenkugelmühlen kompatibel. Die EasyFit-Serie führt die Advanced Anti-Twist (AAT) Funktion am Boden der 50-500 ml Becher ein, die eine sichere Befestigung und einen geringeren Verschleiß, auch bei hohen Geschwindigkeiten, gewährleistet. Das Sortiment der Mahlbecher umfasst drei Durchmesserkategorien - 12-25 ml, 50-125 ml und 250-500 ml - mit austauschbaren Deckeln innerhalb der Kategorien. Auch die Atmosphäre kann den Erfolg des mechanischen Legierungsverfahrens beeinflussen, genauer gesagt kann Sauerstoff zur Bildung von Metalloxiden führen, so dass das Metall weniger für die Bildung der gewünschten Mischkristalle zur Verfügung steht[2].
Belüftungsdeckel erleichtern den Betrieb unter Schutzgasatmosphäre, so dass Gase wie Argon oder Stickstoff zugeführt werden können. Sie können mit verschiedenen Einlagen individuell angepasst werden, so dass sie für verschiedene Gefäßmaterialien geeignet sind. Auch die Emax-Mahlbecher unterstützen diese Funktionen.

Messsystem GrindControl GrindControl macht sichtbar, was im Mahlbecher passiert – in Echtzeit.
GrindControl macht Prozesse im Mahlbecher in Echtzeit sichtbar. Druck und Temperatur werden kontinuierlich erfasst – für eine sichere, präzise Steuerung, auch bei empfindlichen oder reaktiven Materialien. Reagieren Sie prompt auf unerwartete Druckanstiege, behalten Sie temperaturkritische Proben und sogar mechanochemische Reaktionen jederzeit im Auge.
GrindControl auf einen Blick
- Echtzeit-Daten zu Druck & Temperatur
- Früherkennung kritischer Zustände
- Präzise Prozesssteuerung
- Schutz sensibler Materialien
- Reproduzierbare Ergebnisse

Synthese neuer Batteriematerialien
Die mechanochemische Synthese ist besonders im Bereich der Batterietechnologie populär geworden, wo sie zur Herstellung innovativer Elektrolyte, Separatoren oder mehrphasiger Verbundstoffe von hoher Reinheit oder zur Optimierung ihrer Mikrostruktur eingesetzt wird. So können beispielsweise neuartige Festelektrolyte durch ein lösungsmittelfreies Verfahren synthetisiert oder deren Leistung und Stabilität verbessert werden. Eine weitere Anwendung liegt in umweltfreundlichen Recyclingreaktionen wie der mechanochemischen Reduktion von Kathodenmaterial für Lithium-Ionen-Batterien. Alle Arten von Kugelmühlen sind für die mechanische Synthese geeignet. Da es sich in der Regel um luftempfindliche und teure Chemikalien handelt, ist die chargenweise Verarbeitung in kleinvolumigen Behältern - wie sie für RETSCH Schwingmühlen verfügbar sind - von Vorteil.


- Für Probenmengen bis 6 x 20 ml
- Endfeinheit*: 0,1 µm
- Zellaufschluss mittels Bead Beating
- Zerkleinerung durch Prall und Reibung

Industrien Mechanochemie
Unsere Lösungen für Ihre Anwendung
Kontaktieren Sie uns für eine kostenlose Beratung
Mit einem umfassenden Netzwerk an Vertretungen stehen wir Ihnen flächendeckend zur Verfügung. Unsere Mitarbeiter beraten Sie gerne und umfassend über den Einsatz von RETSCH-Geräten für Ihre spezielle Anwendung.
Mechanisches Legieren - FAQ
Welche Schwingmühlen sind für das mechanische Legieren am besten geeignet?
In der Literatur werden auch Schwingmühlen für das mechanische Legieren beschrieben. Auch hier sind Schwingmühlen mit hoher Drehzahl (bis zu 35 Hz) und damit hohem Energieeintrag wie die MM 500 vario oder die MM 500 nano von Vorteil. Da die Temperaturregelung auch für mechanische Legierungsverfahren von Bedeutung ist, sind die CryoMill und die MM 500 control eine gute Wahl.
Warum sind Planetenkugelmühlen für das mechanische Legieren so beliebt?
Diese Mühlen sind sehr vielseitig in Bezug auf die Größe der Becher (12-500 ml), die Anzahl der Becher, die gleichzeitig verwendet werden können (bis zu acht) und das Material der Becher. Die Anzahl und die Größe der Mahlkugeln ermöglichen es, verschiedene Bedingungen bei mechanischen Legierungsverfahren zu testen. Schließlich ermöglichen die Belüftungsdeckel das Mahlen unter inerten Atmosphären.
Was ist mit dem Emay und seinen Vorteilen für das mechanische Legieren?
Der Emax bietet einen enormen Energieeintrag von bis zu 76 g, was für das mechanische Legieren von Vorteil ist. Außerdem können die Gläser gekühlt werden, was eine bessere Kontrolle des mechanischen Legierungsprozesses ermöglicht. Es sind Belüftungsdeckel und verschiedene Glasmaterialien und -größen bis zu 125 ml erhältlich.
Referenzen
[1] Bilder und Versuche von A. Wagner, U. Pelz, Institut für Anorganische und Analytische Chemie, Albert-Ludwigs-Universität
[2] E. Botcharova, M. Heilmaier, L. Schultz: Kupfer-Niob-Legierungen und verfahren zu ihrer Herstellung, Deutsches Patens DE 102 10 423 C1
[3] Dissertation Ekatarina Bocharova, Fakultät Maschinenwesen der technischen Universität Dresden