





機械的合金化 ボールミル付き
従来の合金製造では、ステンレス鋼のような材料を作るために、成分を高温で溶かすことが一般的です。しかし、少量しか必要とされない場合や、合金化のために溶融が実行不可能な場合は、メカニカルアロイングが実行可能な代替案を提供します。
1960年代後半、この方法はニッケル-鉄合金の製造に採用されました。
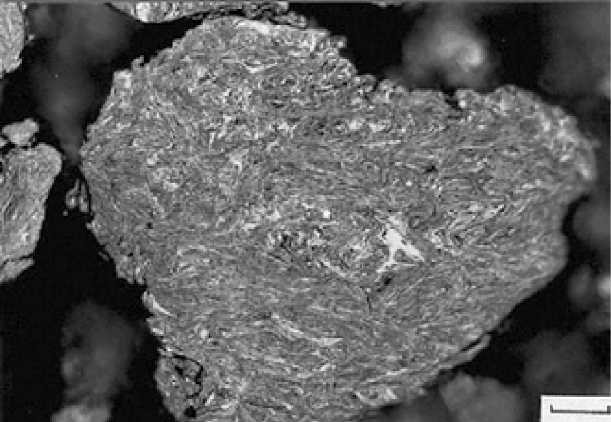
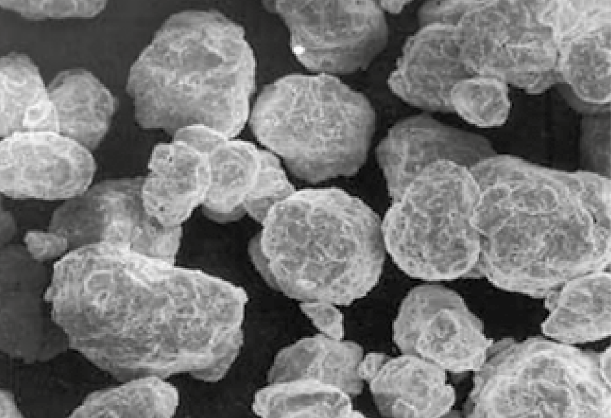
1960年代後半には、この方法がニッケル-鉄合金の製造に採用されました。メカニカルアロイングは、粉末粒子を繰り返し冷間溶接、破壊、再溶接することにより、材料の均質性を達成する粉末加工技術です。
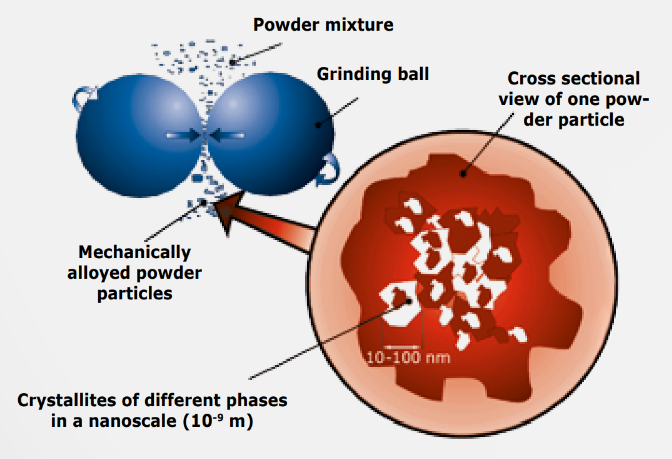
最初は、この方法でより大きな粒子が生成される。個々の粒子の結晶格子に転位、隙間、張力などの欠陥構造が増加し、原子の拡散速度が上昇する。その結果、クラックの形成とそれに続く粒子の破壊を促進する脆化が増大する。拡散は、粉砕ジャー内の摩擦熱によって発生する温度上昇によって支えられる。融合と折りたたみのプロセスは、数分から数時間後に完全な均質化が達成されるまで続く。隣接する初期成分の微小な結晶部分が粉体粒子内に形成され、これは「ナノ結晶」と呼ばれる。
メカニカルアロイングに必要なエネルギーは、高エネルギーのボールミルや遊星ボールミルによる衝撃的な衝突によって供給される。粉砕ボールが微粒子に塑性変形を起こさせ、材料の融合をもたらす。この技法は、従来の金属融合法が有効でない場合に合金の製造を可能にする。また、成分の混合比を調整することもできる。また、粒径を小さくするために試料を予備粉砕することもできる。
メカニカルアロイングに適したミル
高エネルギーボールミル Emax
高エネルギーボールミルEmaxは、2,000min-1の回転数と独自の粉砕ジャー設計により、粉砕エネルギーを大幅に低減します。最大76gの膨大なエネルギー入力が可能です。
Emaxは、高衝撃と強い摩擦の二重メカニズムで動作し、ナノメートル範囲への迅速な粉砕や機械的合金化に適した高エネルギー入力を実現します。
Emaxは特殊な液体冷却システムを装備しており、余分な熱エネルギーを効率的に放散するため、長時間の粉砕でも試料が過熱することはありません。粉砕ジャーは内部で水冷されているため、ほとんどの場合で粉砕を中断することなく連続粉砕が可能です。外部冷却装置をEmaxの内部冷却システムに接続することで、さらに温度を下げることができます。さらに、温度制御モードでは、最低温度と最高温度を設定でき、最高温度に達するまで粉砕を続け、その後、最低温度に達するまで冷却を中断します。これにより、研削休止のタイミングが最適化され、正しい休止時間を決定するための試行錯誤が不要になります。総じて、Emaxはメカニカルアロイングに理想的です。
遊星ボールミル
遊星ボールミルはメカニカルアロイングに何度も使用されてきた。遊星ボールミルでは、各ジャーが惑星として機能し、日輪として知られるプラットフォーム上を公転する。日輪が回転すると、ジャーも自転するが、その方向は逆である。この動きは遠心力とコリオリ力を活性化し、粉砕ボールが急速に加速する原因となります。
粉砕ボールがジャーの片側からもう片側へ激しく加速することで、試料に強力な衝撃が加わり、摩擦によってさらに粒径が小さくなります。通常、サンホイールと粉砕ジャーの速度比は1:-2です。つまり、サンホイールが1回転するごとにジャーが2回転します。ほとんどの遊星ボールミルではこの比率が標準です。
Emaxとは異なり、これらの遊星ボールミルは500mlまでの大きな粉砕ジャーに対応しています。遊星ボールミルPM300は、大型のサンホイールと800rpmの最高回転数により、最大64.4gの強力な粉砕力を発揮します。粉砕ステーションが2つあり、最大4つの粉砕ジャー(12~80ml)を同時に使用できます。また、500mlまでの大型ジャーも使用でき、同一粉砕機内でプロセスのスケールアップが可能です。特にPM300はメカニカルアロイングプロセスに最適です。

メカニカルアロイングによる熱電材料の例
シリコンとゲルマニウムは、太陽電池やトランジスタを含む電子デバイスの開発に革命をもたらした基礎的な半導体材料である。
SiとGeからなる熱電合金は、宇宙探査機や機器に電力を供給するための放射性同位元素サーモジェネレーターとして、宇宙ミッションで利用されています。熱電商業用途において、ビスマステルルイド(Bi2Te3)ベースの材料は、その優れた変換効率のために極めて重要です。テルル化ビスマスのペルチェ素子は冷却システムに採用されています。以前は、SiとGeのメカニカルアロイングに遊星ボールミルが使用されていましたが、いくつかの問題がありました。新しい高エネルギーボールミルEmaxは、高速回転での材料のケーキングを防止することで、これらの問題を解決し、長時間の休憩を必要とせず、総処理時間を短縮する。Emaxの技術により、効率的で迅速な処理が可能になる。
3.63gのSiと2.36gのGeを、50mlのタングステンカーバイド製粉砕ジャーに入れ、10mmの粉砕ボールを8個使用し、試料とボールの比率は1:10とした。当初、SiとGeの粒径はそれぞれ1~25mmと4mmであった。2,000rpmで20分間粉砕した後、両者はケーキングすることなく粉砕された。メカニカルアロイングは、1,200 rpmで9時間行い、ケーキングを防ぐために、1時間の粉砕間隔と1分間の回転反転の休憩を挟んだ。X線回折(XRD)で出発原料を測定したところ、SiとGeの明瞭なラインパターンが示され、時間の経過とともに薄くなっていった。プロセス中、合金成分は粉末状のままであり、Emax温度は30℃以下に保たれた。9時間後、粉末はまだ結晶性で、アモルファス物質はほとんどなかった。
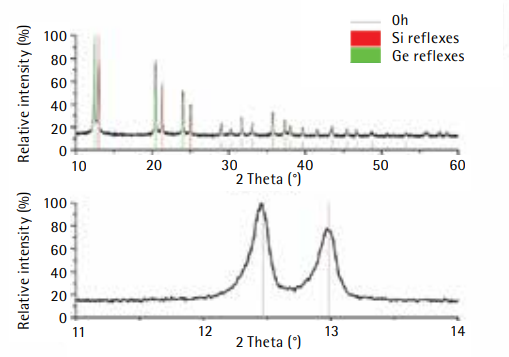
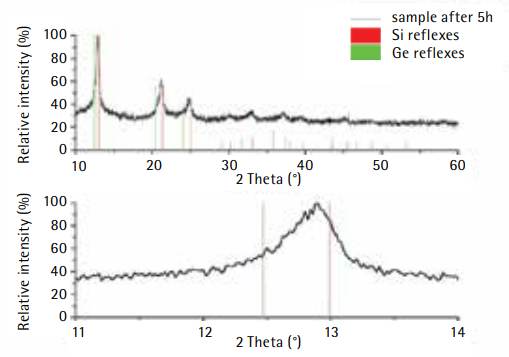
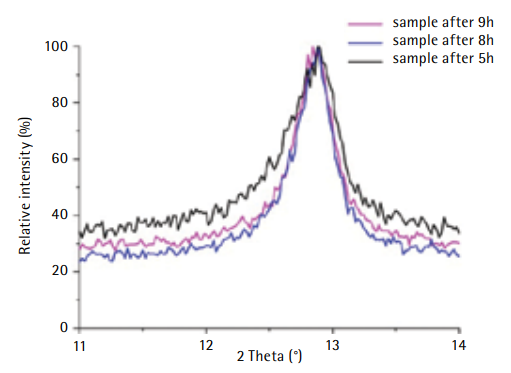
アマリア・ワグナーによる発表結果。アルベルト・ルートヴィヒ大学無機化学・分析化学研究所[1]
メカニカルアロイングで得られる結果に及ぼす粉末/ボール比の影響
メカニカルアロイングでは、高加速度が頻繁に必要であることと、試料材料(エダクト)が時折不足することから、ボール充填のアプローチは従来の3分の1ルール(ボール3分の1、試料3分の1、空きスペース3分の1)から逸脱している。焦点は特定の質量比を使用することに移り、反応物量を考慮し、採用する質量比を明確に決定する必要がある。さらに、ボールの大きさを決定し、大きさや材質によって異なる比重から必要なボールの量を計算しなければならない。ボールの数が分かれば、必要な粉砕ジャーのサイズも見えてくる。
メカニカルアロイングでは1:10の質量比(w/w)が一般的ですが、1:5や1:15も可能です。これは、15gのエダクトを使用する場合、150gのボールが必要であることを意味します。高い衝撃性が要求されるため、メカニカルアロイングでは10mmのボールが一般的です。150g=7.75gのタングステンカーバイトボール20×10mm。20 x 10 mmのボールの場合、最低でも50 ml、より良い場合は80 mlのジャー容積が必要です(遊星ボールミルの製品ページにある推奨ジャー充填量を参照)。
| 粉砕ジャー 通常容量 |
試料量 | 最大投入サイズ | Ø 5 mm* | Ø 7 mm* | Ø 10 mm* | Ø 15 mm* | Ø 20 mm* | Ø 30 mm* |
|---|---|---|---|---|---|---|---|---|
| 12 ml | < ≤ 5 ml | < 1 mm | 50 | 15 | 5 | - | - | - |
| 25 ml | < ≤ 10 ml | < 1 mm | 95 – 100 | 25 – 30 | 10 | - | - | - |
| 50 ml | 5 – 20 ml | < 3 mm | 200 | 50 – 70 | 20 | 7 | 3 – 4 | - |
| 80 ml | 10 – 35 ml | < 4 mm | 250 – 330 | 70 – 120 | 30 – 40 | 12 | 5 | - |
| 125 ml | 15 – 50 ml | < 4 mm | 500 | 110 – 180 | 50 – 60 | 18 | 7 | - |
| 250 ml | 25 – 120 ml | < 6 mm | 1100 – 1200 | 220 – 350 | 100 – 120 | 35 – 45 | 15 | 5 |
| 500 ml | 75 – 220 ml | < 10 mm | 2000 | 440 – 700 | 200 – 230 | 70 | 25 | 8 |
*推奨ボール投入量(個)
この表は、粉砕ジャー容積、サンプル量、最大供給量に対する、異なるサイズの粉砕ボールの推奨充填量(個)を示しています。
ボール対粉体の比率が高すぎると、ボールが効率的に動かなくなり、合金化プロセスの効率が低下する。粉末と粉砕ボールの比率の違いによる効果を調べるため、50mlのスチール製粉砕ジャーと10mmのスチール製粉砕ボール10個を使った実験が行われた。1:10の比率では、2.09gのビスマスと1.91gのテルルが使用され、1:5の比率では、4.18gのBiと3.83gのTeが使用された。材料は800rpmで70分間処理し、10分間の粉砕の後、プログラムされた方向反転のために1分間の休憩を入れるサイクルを繰り返した。最初の1時間のメカニカルアロイング後にXRD分析を行った。その結果、BiとTeの反射がBi2Te3に向かってシフトしており、合金が形成されていることがわかった。1:10の比率では、Bi2Te3の形成がわずかに早かった。1:5の比率の試料は、1:10の比率の試料と比較して、テルルの反射強度が高く、より多くの残留テルルを示唆していました。合金化プロセスは、ケーキングを起こすことなく1,200rpmでさらに3時間続けられた。以前のミキサーミルによるBi2Te3のメカニカルアロイングでは、1,200rpmで6.5時間かかった。しかし、高エネルギーボールミルEmaxを用いると、プロセスはわずか2〜3時間で完了した。
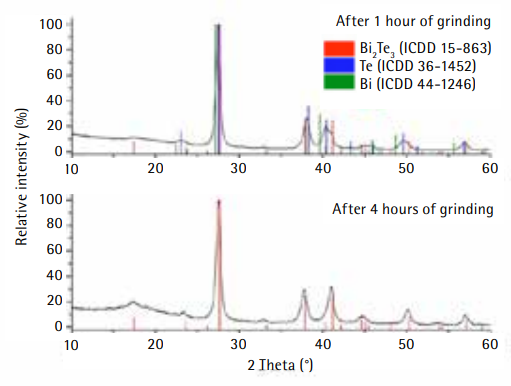
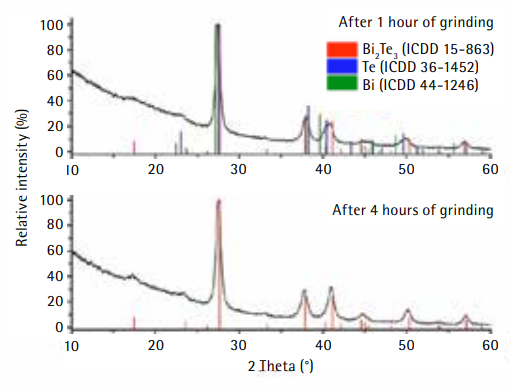
EmaxでBiとTeをメカニカルアロイングした1時間後の粉末回折図。粉末とボールの比率は1:10(左)、1:5(右)。
アルベルト・ルートヴィヒ大学無機・分析化学研究所のウーヴェ・ペルツ氏による発表 [1] 結果
粉砕ツールの材質と機械速度の影響
合金化効率において、ジャーや粉砕ボールに使用される材料の影響は大きい。二つの重要な要因は、材料の密度に相関する投入エネルギーと、材料の耐摩耗性である。粉砕機の回転数も投入エネルギーに影響し、これは材料の密度と粉砕機の回転数によって増加する。タングステンカーバイドのような高密度の材料は、一定速度での粉砕ボールの加速度が大きくなり、試料への衝撃エネルギーが大きくなり、より効果的な粉砕作用が得られます。しかし、延性材料の場合、過剰なエネルギーは効果的な合金化プロセスを妨げ、試料がジャーに付着して粉砕ボールを包み込む層を形成し、ナノ結晶の形成を妨げ、試料の回収を複雑にします。タングステンカーバイドの高い耐摩耗性は、摩耗を最小限に抑えるのに有利です。
先進的な粉砕ジャー設計を用いた制御雰囲気下での粉砕
EasyFit粉砕ジャーは、最大800rpmの回転数での長期試験、高い機械的負荷、メカニカルアロイングなど、厳しい条件下での使用に耐えるように設計されています。すべてのレッチェ遊星ボールミルに対応しています。イージーフィットシリーズは、50~500mlのジャー底部にAAT(Advanced Anti-Twist) 機能を導入し、高速回転でも確実な取り付けと摩耗の低減を実現しています。粉砕ジャーシリーズには、直径12~25ml、50~125ml、250~500mlの3つのカテゴリーがあり、カテゴリー内で蓋の交換が可能です。雰囲気はメカニカルアロイングプロセスの成否にも影響し、より正確には酸素は金属酸化物の形成につながるため、金属は目的の混合結晶[2]
通気用蓋は、アルゴンや窒素などのガスを導入することで、不活性雰囲気下での操作を可能にします。さまざまなインレイを組み合わせてカスタマイズできるため、多様な瓶の材質に対応可能です。Emaxの瓶もこれらの機能を備えています。

測定システム GrindControl GrindControl shows what’s happening inside the grinding jar – in real time
GrindControl provides real-time visibility into processes inside the grinding jar. Pressure and temperature are continuously monitored—ensuring safe, precise control, even with sensitive or reactive materials. Respond promptly to unexpected pressure spikes, and keep a close eye on temperature-sensitive samples and even mechanochemical reactions at all times.
GrindControl at a glance
- Real-time data on pressure & temperature
- Early detection of critical conditions
- Precise process control
- Protection of sensitive materials
- Reproducible results
新しい電池材料の合成
メカノケミカル合成は、革新的な電解質、セパレーター、多相コンポジットを高純度で製造したり、それらの微細構造を最適化したりするために使用され、電池技術の分野で特に普及しています。例えば、無溶媒プロセスによる新規固体電解質の合成や、その性能や安定性の向上が挙げられます。また、リチウムイオン電池の正極材料のメカノケミカル還元など、環境に優しいリサイクル反応にも応用できます。あらゆるタイプのボールミルが機械的合成に適しています。通常、化学薬品は空気に敏感で高価なため、レッチェミキサーミルのような粉砕ジャーでのバッチ処理がおすすめです。



産業 メカノケミカル
用途に合わせたソリューション
無料相談のお問い合わせ
ヴァーダー・サイエンティフィックは日本国内だけでなく、世界中に広がる販売網で、お客様のニーズに迅速にお答えしています。
ヴァーダー・サイエンティフィック株式会社
東京本社:〒151-0061 東京都渋⾕区初台1丁⽬46番3号 シモモトビル
1階(アプリケーションラボ、サービス) 10階(オフィス)
TEL:03-6276-0073
FAX:03-6276-0076
東京本社へのアクセス
info@verder-scientific.co.jp
大阪営業所:〒559-0031 大阪市住之江区南港東8丁目2番52号
TEL:06-6655-0003
大阪営業所へのアクセス
メッセージを送信
機械的合金化 - FAQ
メカニカルアロイングに最も適したミキサーミルは?
メカニカルアロイングに使用されるミキサーミルも文献に記載されている。この場合も、MM 500 VARIOやMM 500 NANOのような高速(最大35 Hz)でエネルギー投入が可能なミキサーミルが有益です。メカニカルアロイングプロセスでは温度制御も重要であるため、クライオミルやMM 500 CONTROLが良い選択肢となります。
なぜ遊星ボールミルはメカニカルアロイングに人気があるのか?
これらの粉砕機は、ジャーのサイズ(12~500ml)、同時に使用できるジャーの数(最大8個)、ジャーの材質など、非常に汎用性が高い。粉砕ボールの数とサイズにより、メカニカルアロイングプロセスにおける様々な条件のテストが可能です。最後に、通気蓋は不活性雰囲気での粉砕を可能にします。
Emaxとそのメカニカルアロイングにおける利点についてはどうですか?
Emaxは、メカニカルアロイングに有益な最大76gの巨大なエネルギー投入を提供します。さらに、ジャーを冷却することができるので、メカニカルアロイングプロセスをよりよく制御することができます。エアレーションリッドは、様々なジャー素材と125mlまでのサイズに対応しています。
参考文献
[1] Pictures and experiments by A. Wagner, U. Pelz, Institute of Inorganic and analytical chemistry, Albert Ludwigs University [2] E. Botcharova, M. Heilmaier, L. Schultz: Copper-niobium alloys and a process for their production, German patent DE 102 10 423 C1 [3] Dissertation Ekatarina Bocharova, Faculty of Mechanical Engineering, Dresden University of Technology